
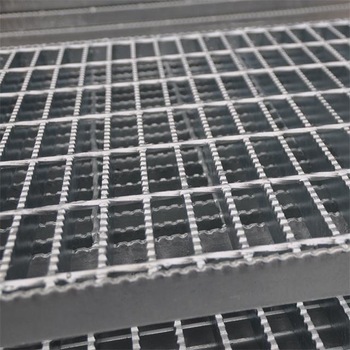
דער פּראָצעס פּלאַן פוןשטאָל גרייטינגאיז צו צולייגן די דזשיאַמעטריק אינפֿאָרמאַציע פון די בויגן לויט די גרייס פון דער אָריגינעל טעלער.די שטאָל גרייטינג איז געשאפן מיט שייַכעס באַר און קרייַז באַר.די לעצט ציל איז צו מאַכן די קאַטינג פּלאַן נעמען אין חשבון די יוטאַלאַזיישאַן קורס פון מאַטעריאַלס און הויך פּראָדוקציע עפעקטיווקייַט. די פּרינסאַפּאַלז פון שטאָל גרייטינג פּראָצעס וואָס ריכטן דער הויפּט אַרייַננעמען די פאלגענדע אַספּעקץ:
1. אַלעדישטאָל גראַץמיט פול טעלער גרייס אָדער מער ווי פול טעלער גרייס זענען פּרעפערענטשאַלי מאַטשט לויט צודילענג. די וואָס ריכטן גרייס איז ווי קליין ווי מעגלעך און מונדיר, און די לענג קייט איז קאַנטראָולד ין 5-7 מעטער.
2. א קליינע צאל שמאָלע ברעטער קענען זיין עריינדזשד אין די סדר פון ברייט פון גרויס צו קליין אָדער קליין צו גרויס, און דעמאָלט זיי קענען זיין קאַמביינד צוזאַמען אין פּאַראַלעל לויט די לענג.
3. ווען די ברייט אָוווערפלאָוז, נוצן די רוי מאַטעריאַל קרייַז באַר צו דורכפירן דעם ברעג ראַפּינג וועלדינג פּראָצעס, און טאָן ניט וועלד די טעלער סעפּעראַטלי.
4. די טאָפּל-באַר וועלדינג מאַשין דריקט און וועלדז יעדער מאָל 2 קרייַז באַרס, און די מאָדנע נומער קען נישט זיין פאָרשטעלן.
5. די וואָס ריכטן צווישן די ברעט און די ברעט זאָל ריטיין די גרייס פון די סאָינג וועג. אויב עס איז נישט גענוג,דיקרייַז באַר דאַרף זיין וואַקייטיד.
6. א סכום פון דראַווינגס דאַרף זיין שטרענג קלאַסאַפייד. אויב קייפל דראַווינגס יקסיד 200 קוואַדראַט מעטער, די דראַווינגס דאַרפֿן צו זיין מאַטשט צוזאַמען. ווען די גרייס איז ווייניקער ווי 200 קוואַדראַט מעטער, עס קענען זיין באטראכט צו זיין מאַטשט מיט קליין-סייזד דראַווינגס
7.פֿאַר ספּעציעל-שייפּט שטאָל גרייטינג, עס איז נייטיק צו באַטראַכטן דיסאַססעמבלי און באַט שלאָס צו דערגרייכן מאַטעריאַל שפּאָרן.
8. פֿאַר פּלאַטעס מיט אַ פלאַך שטאָל ספּייסינג פון 60 מם, קאַם קליפּס מיט אַ ספּייסינג פון 30 מם קענען זיין געניצט פֿאַר רוי מאַטעריאַל פּראָדוקציע.
פּאָסטן צייט: יולי 21-2022